will@jinfengvalve.com

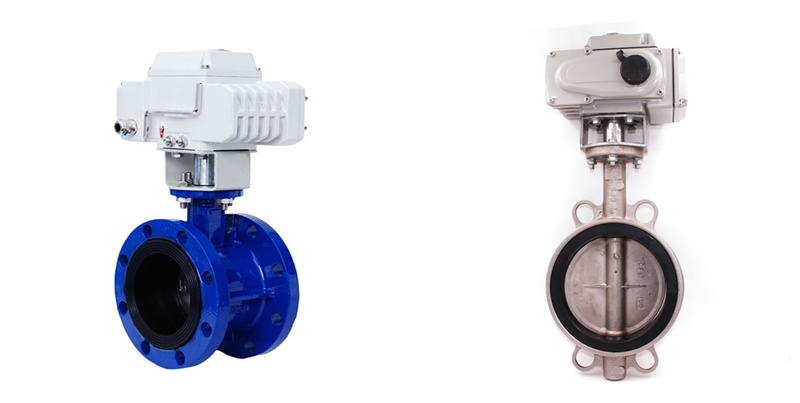
Motorized butterfly valves, as common components in water treatment plants and industrial automation, offer numerous distinct advantages due to their unique structure. They combine the structural characteristics of butterfly valves with the automation features of electric actuators.
The core advantages of motorized butterfly valves can be summarized as: compact structure, lightweight design, rapid actuation, low cost, and simple maintenance.
Structural Advantages
1. Compact Structure and Lightweight
Butterfly valves feature a compact structure and small footprint. In large-diameter pipelines, they occupy less space and offer easier installation compared to gate valves or globe valves of the same diameter.
2. Rapid Opening and Closing
Opening or closing a butterfly valve requires rotating the disc 90 degrees. With an electric actuator, a mere quarter-turn is sufficient to fully open or close the valve, ensuring exceptionally fast operation.
3.Low flow resistance, high flow capacity
When fully open, the butterfly valve offers minimal resistance to media flow, providing excellent fluid control capabilities. It delivers significant energy-saving benefits.
4. Simple operation with remote control capability
The butterfly valve is controlled by an electric actuator and can be operated via buttons, switches, or electrical signals. Technicians can remotely operate the butterfly valve, enabling its opening or closing from a control room for enhanced automation and intelligence.
Advantages in Procurement and Maintenance Costs
1. Low Cost and High Cost-Effectiveness
Motorized butterfly valves feature a compact structure and minimal material usage. For valves of the same nominal diameter, butterfly valves typically cost less than ball valves, gate valves, globe valves, and others, offering excellent value for money.
2. Simple Maintenance
Motorized butterfly valves require fewer components for maintenance. Worn parts such as seals and valve stems are easily replaceable.
Applications and Functionality
1. Automation and Intelligence
Motorized butterfly valves enable more intelligent fluid control. They can be integrated into PLC, DCS, and SCADA systems to achieve complex programmatic control.
2. Excellent Sealing and Long Service Life
Powered butterfly valves utilize rubber, PTFE, or metal seals for superior sealing performance. Elastomeric soft-seal butterfly valves achieve zero leakage standards. They accommodate diverse media and offer extended service life.
3.regulatory capacity
Beyond the on/off functionality of gate and globe valves, powered butterfly valves can incorporate modulation capabilities, broadening their application scope.
Applications of Motorized Butterfly Valves
Water Treatment Industry: Water supply and drainage, fire protection systems, circulating water systems, water purification equipment.
HVAC: Regulating and switching valves in hot and cold water pipelines, district heating.
Power Industry: Cooling water systems.
Chemical and Petroleum: For various corrosive media.
TIANJIN JINFENG VALVE CO., LTD. is a high-tech enterprise specializing in the production of motorized ball valves and motorized butterfly valves.Operating from a 50,000-square-meter facility, the company features dedicated workshops for injection molding, machining, SMT welding, and advanced assembly lines. Backed by a professional R&D team, we hold multiple technical patents. Our products are certified to ISO 9000:2000, CE, RoHS, NSF 61, and other international standards. Through reliable quality and competitive pricing, we have earned a solid reputation among clients worldwide...[ read more ]
![]()
![]()
![]()
![]()
![]()
Contact Person: Will Li
Mobile Phone:+8615122298867
WhatsApp:+8615122298867
E-mail:will@jinfengvalve.com
Add:Taibo South Road, Jinghai Economic Development Zone, Tianjin, Jinghai District